Turning Acetal
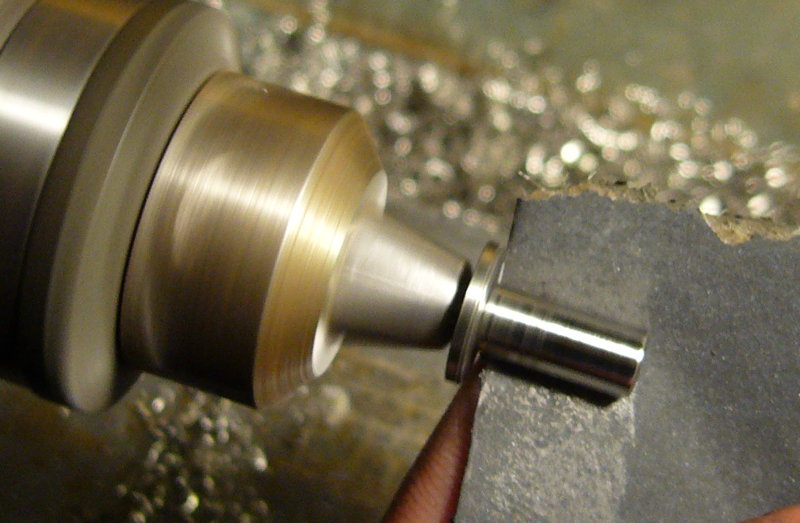
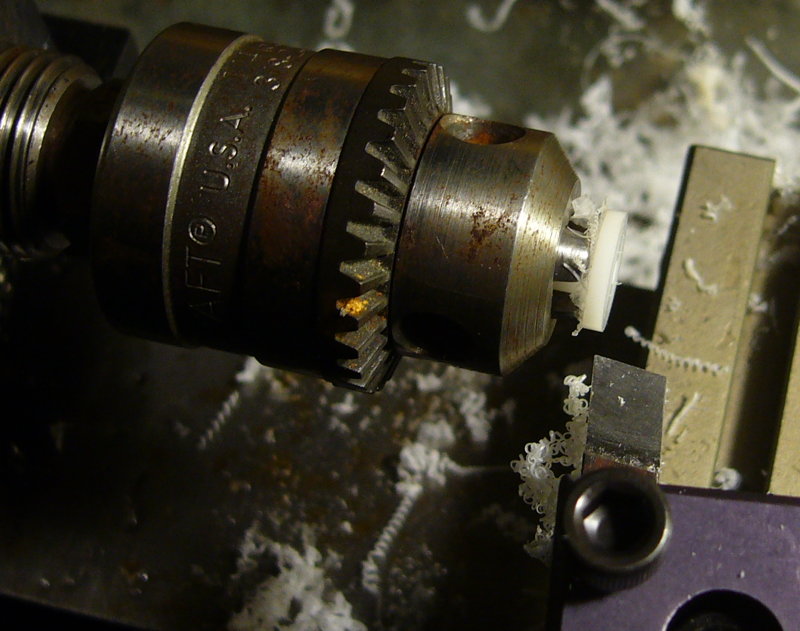
Tonight I had my first experience of turning acetal (often known by the trademarked name Delrin). It’s an engineering thermoplastic that is relatively expensive but is designed to machine well. I’ve turned other kinds of plastic in the past and usually struggled to get a good accurate smooth finish – they are usually soft and gummy and don’t cut cleanly. Acetal in comparison was a joy to use. With a sharp HSS tool and a high spindle speed, it cuts almost like it’s not there and leaves a lovely smooth finish straight off the tool. You can even take really fine cuts without it rubbing and melting. Lovely!
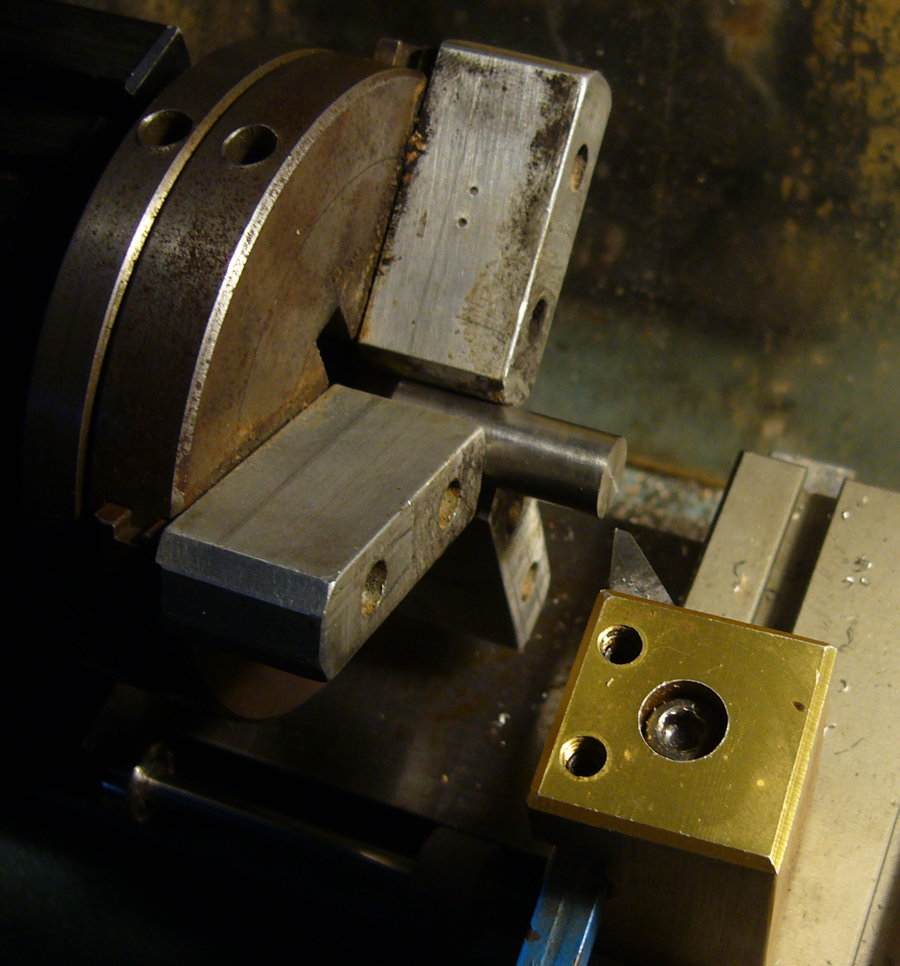
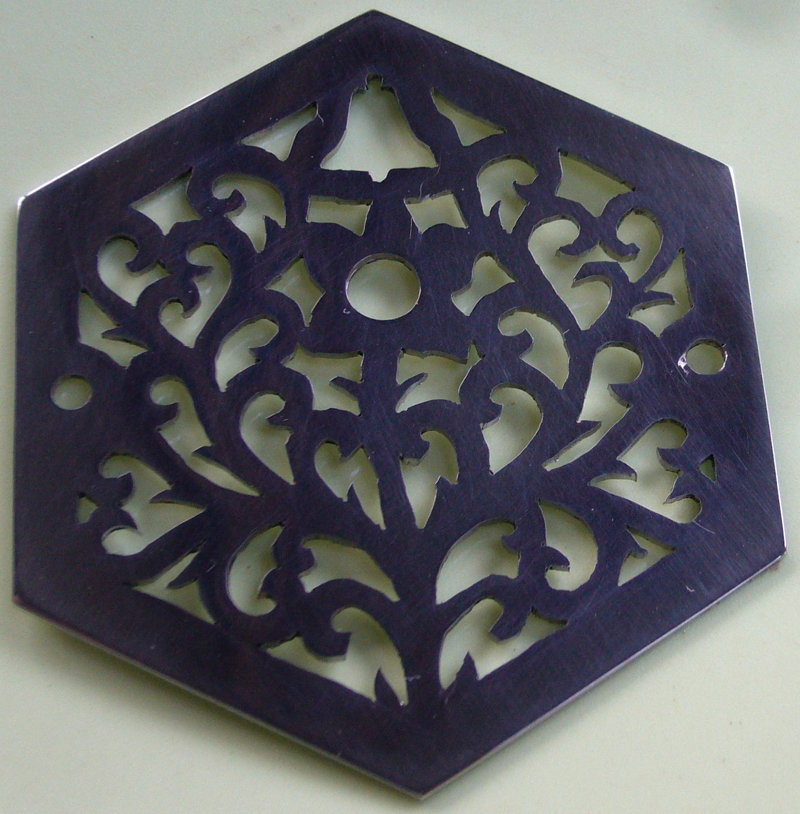
The part I was making was the sleeve for the bottom part of the bell push button. It will act as an electrical insulator to isolate the switch contacts from the metal part of the button. It also needs to slide smoothly into a hole bored in the wooden backing box underneath the contacts.
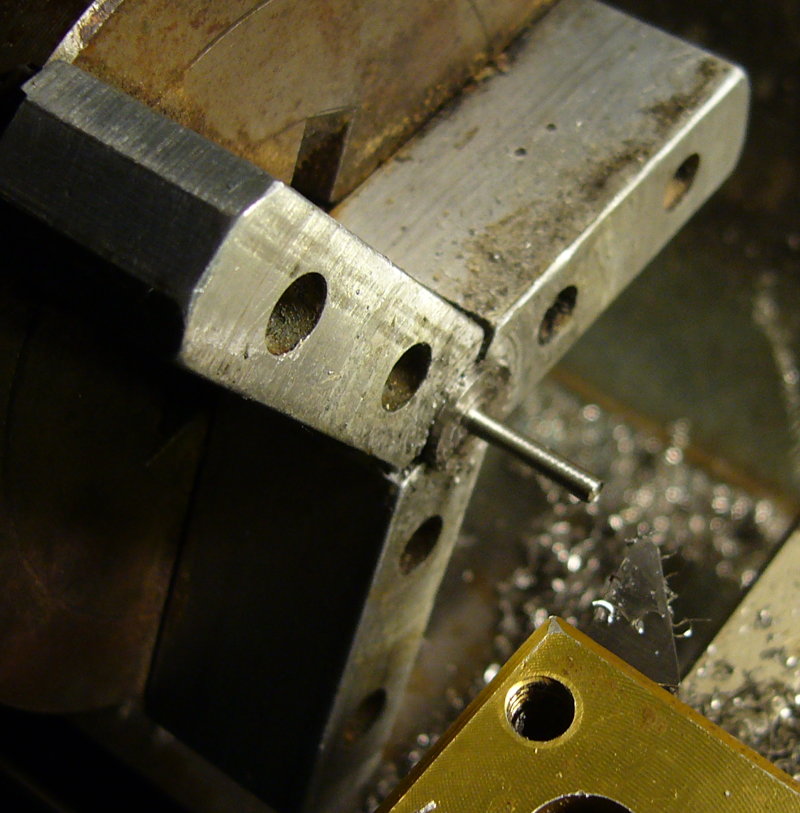
Because I have read that most types of glue don’t stick well to acetal, I designed the interface between the two parts of the component in a slightly unusual way. The stainless steel pin was slightly flared towards the end (actually caused by deflection from cutting forces when I turned it, but I expected this to happen and deliberately didn’t do anything to prevent or correct it). Also, the hole in the acetal was drilled 0.5mm larger than the diameter of the pin for roughly the bottom 90% of its length. The combination of the two produced a small tapered gap between the two which, when filled with epoxy resin, should act as a mechanical fixing that will prevent them separating even if the glue doesn’t bond to the plastic at all.

The finished two-part button: